Share
Pin
Tweet
Send
Share
Send
Naturligtvis är detta inte svårt för en erfaren kvarn även med manuellt arbete. Det kommer inte att vara lätt för alla andra att motstå den nödvändiga skärpningsvinkeln. Är det möjligt för dem att problemet med trubbiga knivar förblir olösliga?

Det finns tre vägar ur denna situation: lära sig att skärpa knivar, men det kommer att ta mycket tid, tålamod och ansträngning; varje gång be en professionell om hjälp och betala för hans dyra tjänst; gör knivsliparen själv och tänk inte på skärpningsvinkeln.
Nedan kommer vi att överväga en metod för tillverkning av en anordning för skärpning av knivar baserad på en elektrisk slipare med två slipande hjul.
Kommer att behöva
Så att arbetet inte tar mycket tid och energi är det trevligt att ha i lager: en svetsmaskin, maskiner (borrning, fräsning och vridning), en pendelsåg, borr, kvarn, skiftnycklar, märkningsverktyg etc.
Från material och komponenter, förutom den redan nämnda elektriska sliparen, är det nödvändigt att fylla i:
- en metallplåt 10 mm tjock;
- fyrkantiga rör (två delar i angränsande storlekar);
- rund metallstång upp till 400 mm lång och 15-20 mm i diameter;
- gängade fästelement (bultar, muttrar, brickor) etc.
Att göra knivslipare
Arbetet kommer att bestå av två relativt oberoende steg: arrangemanget av en elektrisk slipare och tillverkningen av en knivhållare som ger den erforderliga skärpningsvinkeln.
Vässningsarrangemang
En av de nödvändiga förutsättningarna för skärning av knivar av hög kvalitet är slipverktygets stabilitet. Därför använder vi en metallplåt lämplig i storlek och tjocklek som bas för den elektriska skärpan.

Med hjälp av ett måttband, kärna och hammaren markerar vi centrum för de fyra hålen och upprepar hålen på den elektriska skärpan. Vi borrar hål enligt märket på borrmaskinen och med bultar och muttrar fixerar vi den elektriska skärpan på en metallbotten.

Vi skar av med en pendelsåg två bitar med fyrkantiga rör som tidigare beräknats längs längden, dessutom måste man fritt, men utan ett stort gap, gå in i det andra.

I ett rör med ett mindre tvärsnitt mals ett genomgående hål från ena änden, vars diameter bör vara något större än diametern på metallstången. I det andra röret planerar och borrar vi också ett hål för låsbulten från ena änden.

Vi svetsar ett rör med ett större tvärsnitt i mitten till basen, mittemot den fixerade sliparen, i ett sådant läge att fixeringsbulten ser utåt och är uppå. För att förhindra att droppar av smält metall, gnistor och skala från att svetsa från att skada elmotorn täcker vi den med ett svetsfilt.

Vi sätter in stången strikt mot mitten i det borrade hålet i röret i ett mindre tvärsnitt och svetsar den i detta läge mot röret, efter att vi tidigare har kontrollerat vinkelrätten hos dessa parningsdelar med en rätt triangel.


Om detta inte har gjorts i förväg, ta bort den elektriska vässaren från basen och se om den elektriska lådan, installera sedan vässaren på plats och kontrollera att den fungerar.
Vi sätter in röret med stången i röret svetsat till basen och med hjälp av en bult kan du ställa in önskad höjd för att skärpa en specifik kniv. Detta var det sista steget med att arrangera en elektrisk slipare. Att komma till den andra fasen av arbetet.


Till den elektriska vässaren ändrar vi rotationsriktningen.


Att göra en knivhållare
Som redan nämnts beror kvaliteten på knivslipning först av allt på att säkerställa konstansen hos skärpningsvinkeln. Den hållare vi ska göra är bara för detta.
Vi markerar metallarbetsstycket i enlighet med de avsedda dimensionerna för de tre elementen, vilket kommer att säkerställa infångning och tillförlitlig fasthållning av knivbladet i en given vinkel mot cirkelns yta vid skärpning.

Vi klippte dem med en pendelsåg med tillsats av smörjmedel för att förbättra snittets kvalitet och sågbladets säkerhet.
Vi klämmer fast alla tre elementen i en "skruvstång" i fräsmaskinen på fräsmaskinen och bearbetar ytorna till önskad storlek och med varje lägesförändring tar vi bort borrarna med en handfil.



På två arbetsstycken bildar vi käkar för att greppa och hålla knivbladet. För detta malas var och en av dem till sin storlek på ena sidan. Det tredje arbetsstycket fräsas på båda sidor till storleken. Det kommer att tjäna som grund för att säkerställa hennes sidogrepp med käftarna.

På den del som kommer att vara i mitten, på den frästa delen, markerar vi två hål som är placerade symmetriskt längsgående axeln närmare kanterna och något förskjutna till basen. Vi borrar dem på en borrmaskin.
Använd denna del som ett prov och markera svarspunkterna på två andra ämnen med en borr och en tunn borr.
Sedan borra vi de markerade fläckarna med en borr med stor diameter till ett grunt djup (vi tillverkar, sorterar, boar-urtag).
Vi skruvar i hålen i det centrala elementet, två stift med erforderlig längd med samma utgång, som vid montering av sidelementen kommer att gå in i urtagningarna och hålla dem, men inte stör käftarna, konvergerar och avviker.
I de laterala käkeelementen i det geometriska mitten, konturerar vi och borrar hål med samma diameter och skär trådarna i dem med en handkran.
Vi fräsar de yttre kanterna på käftarna för att fullborda enhetens utseende och underlätta användningen. Vi tar också bort avfasningen på båda sidor av fräsänden på det centrala elementet för att inte störa käftarnas justering.

I mitten av baselementet i det centrala elementet skisserar vi och borrar ett blindhål för dornen.

Vi blandar tvåkomponentslim och fixerar med den spindeln med önskad längd i det öppna hålet. Låt sammansättningen gripa och härda. För att göra detta fixar vi det centrala elementet med en dorn i en träskruv.
Vi klämmer fast en metallstång med den beräknade diametern i svarvchucken och borrar ett hål i mitten något större än dornens diameter och lägger med jämna mellanrum fett till borrzonen.
Skär sedan av en cylinder med en höjd av cirka 10-12 mm och borra ett hål på sidoytan, följt av gängning med en kran för en låsskruv.


Borra ett centralt hål på ett av sidelementen från utsidan för att installera bulthuvudspolningen.
Slutligen avslutar vi ytan på fixturen genom att bearbeta på kvarnen, först med en oändlig tejp och sedan med en tupplur.


Det återstår att montera elementen i den justerbara hållaren tillsammans genom att skruva anslutningsbult i käftarna och säkra den cylindriska ringen på dornen, installera den på rätt plats med låsskruven.
Fixturtest
Vi håller knivbladet i käftarna på hållaren och ställer in önskad höjd på tvärstången och längden på dornen genom att flytta den cylindriska ringen nedåt eller uppåt och låsa den vid behov med en speciell skruv.
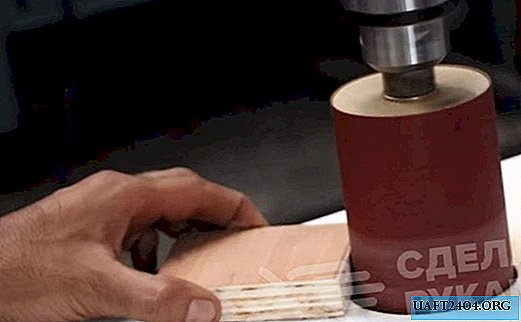
För att skärpningsvinkeln ska förbli densamma längs hela bladets längd är det tillräckligt att säkerställa glidningen av den cylindriska ringen som är fixerad på dornen över ytan på stången monterad horisontellt framför de elektriska skärpanens cirklar.


Efter en kort skärpning utan spänning klipper kniven lätt ett pappersark på vikt, vilket bekräftar dess utmärkta skärpning.



Share
Pin
Tweet
Send
Share
Send