Share
Pin
Tweet
Send
Share
Send

De viktigaste materialen:
- stålhörn 20x20 mm;
- axel på ett aluminiumstöd SBR20;
- vagnar på linjära lager under SBR20-axeln - 12 st .;
- stålplåt 10 mm;
- hörn 30x30 mm;
- lång hårnål M10;
- stålplåt 3 mm;
- hörn 40x40 mm;
- fyra käke vridande chuck;
- lager i huset med tassar -3 st .;
- axel för lager med tassar;
- remskiva på axeln;
- elmotor med remskiva;
- drivrem;
- verktygshållare och fräsar
- M8 bultar.
Svarvframställning
Från vinkeln 20x20 mm svetsas maskinens ram, som på bilden. Det färdiga partiets övre plan måste slipas för att jämnt kunna fästa resten av utrustningen.

2 längsgående skenor gjorda av en axel på SBR20 aluminiumstödet är skruvade längs ramen. De är monterade på 3 vagnar på linjära lager.

En bottenplatta skärs av 10 mm stålplåt, som kommer att fixeras på vagnar. Den är skruvad med 24 bultar på 4 per vagn.


Därefter måste du fixa mataraxeln, som kommer att flytta plattformen längs maskinen. För detta används en lång hårnål med en diameter på 10 mm. Den är fixerad vid maskinens ändar på bultade stöd från ett vridet hörn 30x30 mm.

För att fästa plattformen på vagnarna på axeln är det nödvändigt att göra ett utsprång på baksidan av plattan. För att göra detta är konsolen böjd från en 3 mm stålremsa. Det måste skruvas fast på plattan som på bilden.


Därefter svetsas den gjorda fästet till den tredje muttern M10 skruvad på matningsaxeln från tappen. När axeln roterar, rör sig plattformen längs maskinen.

På den färdiga plattformen är 2 tvärskenor från samma axel fixerade på aluminiumstödet SBR20. För varje bild installeras 3 vagnar.

En stålplatta som är 10 mm tjock skruvas på vagnarna över 24 bultar.


För plattformsrörelse i sidled krävs också installation av en matningsaxel. Den är tillverkad av samma M10-skruv enligt samma princip som den nedre plattformsmekanismen. För detta är två stöd gjorda av ett vridet hörn 30x30 mm och en konsol från en remsa av 3 mm, som är svetsad till 3 M10-muttrarna på axeln.



Därefter måste du göra plattformskuben under verktygshållaren. Dess övre och nedre delar kan vara tillverkade av plåtstål 10 mm och sidorna på plåten 3 mm. Eftersom lasten utövas på denna enhet bör den förstärkas med ytterligare 3 mm plåtinsats. I den övre delen av den erhållna kuben görs ett centralt hål i vilket tråden skärs. Den används för att fästa fabriksverktygshållaren.

Verktygshållarens bas med fyra bultar skruvas fast på en liten plattform på maskinen.

Handtag är monterade på maskinens längsgående och tvärgående matningsaxel.

Runt maskinens bas från ett hörn på 20x20 mm svetsas ett hörn på 40x40 mm. De längsgående detaljerna i det nya hörnet görs längre för att få en bas till vänster för att säkra spindeln.

En vinkel på 40x40 mm svetsas på den erhållna basen, som på bilden. Den resulterande strukturen förstärks av skär, eftersom den kommer att ha en stark deformationsbelastning.
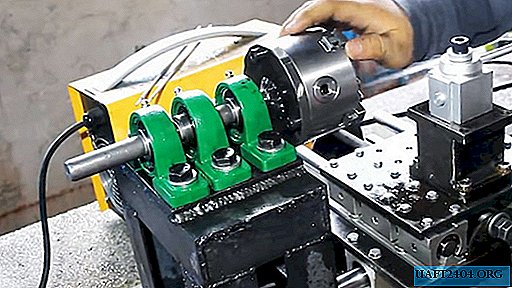
En plattform av 10 mm plåt är svetsad ovanpå den resulterande ramen. 3 lager är fästade i ett hölje med flikar. En stålaxel sätts in i lagren.


En cirkel motsvarande diametern på fabriken med fyra käft chuck skärs av 10 mm stålplåt. Ett stort hål tillverkas i mitten motsvarande axelns diameter. Den tillverkade delen är monterad på en axel monterad på lager

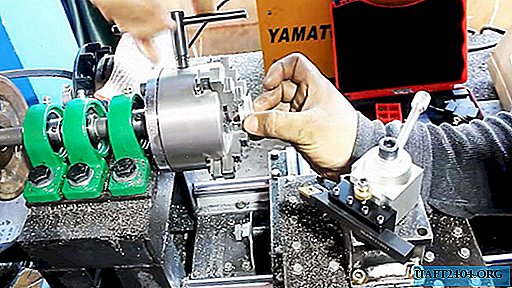
Efter att ha installerat och klämt fast fyra käfflingsspindeln på axeln, är det nödvändigt att trycka den klippta cirkeln till den och dra den med patronen med hjälp av 3 bultar. Detta gör att du kan balansera cirkeln innan du svetsar den till axeln.
Därefter måste du ta bort fyrkäfflingsspindeln och klippa bort den överskottliga delen av axeln längs linjen i den svetsade cirkeln. Den vridande chucken är monterad tillbaka till sittplatsen och fastklämd med 3 bultar.
En remskiva är fäst på baksidan av axeln.

För en befintlig elmotor bryggs en ram från ett hörn på 20x20 mm. En liten remskiva är monterad på motorn.

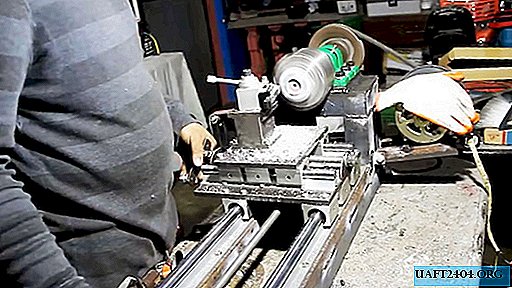
Efter det att man drar remmen mellan remskivorna är det nödvändigt att fästa motorn på basen på spindelaxellagerplattformen. Ramen på elmotorn måste vara gjord på ett sådant sätt att bältets spänning kan justeras efter svetsning.

Efter att ha fixerat skäret i maskinens verktygshållare är det redan möjligt att använda det för dess avsedda ändamål. Denna design gör att du kan få skäret till cirkeln på vilken spindeln är monterat för att slipa det, vilket gör det mer exakt.


Den resulterande maskinen har förmågan att uppgradera, till exempel, installationen av svansen, vilket gör att du kan utföra mer allvarliga uppgifter. Detta är ett ganska dyrt projekt, men det kommer att kosta mindre än en fabriksbänk.




Share
Pin
Tweet
Send
Share
Send