Share
Pin
Tweet
Send
Share
Send
Nödvändigt material
Innan du påbörjar tillverkningen av pressen måste du köpa eller hitta i facken:
- fyrkantigt stålrör 50x50 mm;
- stålvinkel 40x40 mm;
- stålremsa 40x4 mm;
- stålplatta 10 mm;
- stålplatta 4 mm;
- 5 t flaskuttag;
- 2 spiralfjädrar för en trampolin;
- 2 J-formade bultar med muttrar;
- 12 60 mm M10 bultar med muttrar;
- 2 M10 x 80 mm bultar med muttrar;
- 2 M10 bultar för en hexagonnyckel 30 mm lång;
- 4 M8 bultar för en 16 mm hexnyckel;
- 2 bultar M10 med 16 mm;
- 4 bultar M6 16 mm;
- 1 x 30 mm M10-bult för insexnyckel
- lager med häl.
Processen för tillverkning av en hydraulpress från en jack

Skär först 2 arbetsstycken från ett fyrkantigt rör. De kommer att användas vidare som maskinens huvudställ. Deras längd valdes för jackets parametrar. Jag fick 66 cm. Jag gör också omedelbart ben från hörnet. För att säkerställa deras stabilitet är en längd på 30 cm tillräckligt.

Jag satte på hörnet med hjälp av en kärnmarkering för borrning, varefter jag förbereder 2 hål för M10-bultarna. Jag lägger hörnet på plats på ett fyrkantigt rör och jämnar det på 90 grader för att göra markeringar för borrning. Jag förbereder ett genomgående hål genom torget på båda väggarna. Nu ansluter jag röret och hörnet med långa bultar och muttrar.

När racken är klar klippte jag två stycken från ett 40 cm långt hörn. De kommer att användas som det övre förstärkta stoppet för knekt. Jag placerade dem en åt gången och placerade markeringarna för borrning. Först gör jag hål i hörnen, varefter jag borrar en fyrkant.

Jag sätter in 2 M10-bultar på varje sida. Jag drar ihop racket och båda hörnen.

Från den befintliga tjocka stålplattan klippte jag ett rektangulärt arbetsstycke som mäter ungefär 80 x 13 cm. Stämplets kolv kommer an mot det. Nu vänder jag stativet så att tvärhörnen är i botten. Jag lägger plattan tvärs över och borrar i centrum.



För att förhindra att ramcylindern glider under belastning krävs ett stopp. För att göra detta, klipp ut en annan platta, men lite mindre. För att göra detta, använd en tunn platta på 4 mm. Jag gör igenom hål på den och flyttar dem från en stor platta. Även i mitten med en fräsare väljer jag ett hål med stor diameter, som kommer att inkludera hälen på donets kolv. För att inte använda nötter klippte jag trådarna i en tunn platta. Nu sätter jag båda plattorna på stödet från hörnen och vrider allt med M10-bultar (30 mm långa med ett huvud för sexkant).


Nu gör jag ett glidstöd för att säkra botten på jacket. Allvarliga belastningar kommer inte att utövas på det, så jag bestämde mig för att göra det av en stålremsa.


Till att börja med skar jag två ämnen 16 cm långa och jag gjorde två tvärmärken på dem på ett avstånd av 5,4 och 10,8 cm från en av kanterna. Efter att jag har gjort ett kilformat snitt med en kvarn, men jag skär inte till slutet. Vid det resulterande spåret böjer jag remsan och får en U-formad profil som lätt glider längs maskinstället.

Efter att ha applicerat profilen på plats på stativet, mäter jag avståndet mellan dem medan jag tar 4 mm till toleransen. Jag överför dimensioner till stålremsan. Längden ska vara 8 cm längre. Jag gör ett märke och har tidigare gått tillbaka från kanten med 4 cm. Därefter klippte jag kvarnsformade spår på samma sätt. Jag böjer svansarna på bandets kanter till 90 grader.
Nu måste du ansluta de ämnen som erhållits från remsan. För att göra detta, borra först hål i svansarna och klipp genast i trådarna i dem för att inte använda muttrar senare. Jag förbereder också hål i den U-formade profilen och ansluter allt med M8-bultar till 16 mm sexkant.



Därefter tar jag en stålplatta med ett tvärsnitt på 4 mm och lägger botten på donkraften på den och drar runt den, gör toleranser och skär den av. Jag försöker på det erhållna ämnet i mitten av det nedre stödet av en stålremsa. Gör 2 hål och klipp av tråden. Jag ansluter plattan och stativet, efter att ha skurit bort den extra längden på bultarna.





Jag gör fyra hål i jackets botten. Efter det satte jag den på bottenplattan, markera och borra. Jag klippte också tråden.




I mitten av plattan gör jackstödet ett genomgående hål. Efter att jag delvis har utvidgat den under M10-bultens huvud, men jag borrar inte igenom, bara för att dränka hatten.


På en stålremsa med styrprofiler drar jag mig tillbaka några centimeter från bottenplattan genom hålet. I framtiden är de användbara för att säkra fjädrarna.

Jag börjar montera den rörliga delen av maskinen. Först skruvar jag M10-bult i plattans centrala hål med en insexnyckel. Hans huvud är helt dold. Jag satte jacket på toppen och fixerar det med små bultar, även under sexkant. Jag sätter in J-formade bultar i sidohålen i remsan. Dra åt dem med två nötter.


Nu, på maskinens övre stopp, mitt emot de J-formade bultarna, gör jag tvärgående genom hål genom båda hörnen. Jag sätter in bultarna och ansluter dem med fjädrar med J-krokar.





Återigen tar jag ett stålhörn och skär av 2 bitar på 40 cm vardera. De kommer att användas som stativ för placeringen av de pressade arbetsstyckena. Jag kommer att kontrollera det på samma sätt som jag använde när jag fäst det övre stoppet på uttaget. För att lägga till styvhet gjorde jag två skär från segment av ett fyrkantigt rör, de kommer inte att låta plattformen vrida sig och falla när jag flyttade.


Nu den sista etappen. Jag tar en stålstång med en häl och skär till önskad längd.


Jag gör ett hål för M10-bult i slutet. Jag klippte gängan och skruv fast stången till den bult som tidigare skruvats in i mitten av det nedre stoppet på donkraften.




Det återstår bara att göra igenom hål i racken för att kunna ändra plattformens höjd till de nödvändiga parametrarna för arbetsstyckena. Jag har bara gjort ett par hittills, i framtiden kommer jag att borra vid behov.



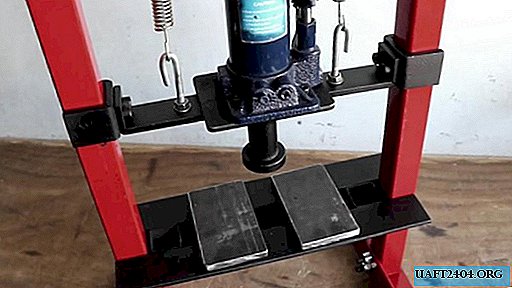
Du kan börja testa. Det vanliga jackhandtaget är inte bekvämt, så jag ersatte det med ett längre rör.

För att skydda mot korrosion målade han allt i rött och svart.

När jag monterade vägrade jag att använda svetsning, eftersom det är viktigt att observera rätt vinklar. Vid svetsning kan delen leda till sidan. Som du vet - skev, tryck och svetsar är oförenliga. Den största fördelen med designen är att jag vid behov alltid kan ta bort jacket och sätta tillbaka det.




Se videon om tillverkningsprocessen
Share
Pin
Tweet
Send
Share
Send