Share
Pin
Tweet
Send
Share
Send
Du kan få en fullfjädrad maskin för skärning av arkmaterial även på maräng av en vanlig kvarn, vilket jag kommer att demonstrera. Jag skapade en linjär guide där du kan klippa metall, trä, plast och till och med keramiska plattor. Det är relativt billigt att tillverka, tar lite plats och är mångsidigt.
Material som spenderas
För att göra ett rack för en kvarn enligt min storlek behöver du:
- profilrör 40x20mm - 0,32 m;
- profilrör 20x20 mm - 1,38 m;
- profilrör 15x15 mm - 0,34 m;
- remsa 40 mm - 0,14 m;
- remsa 20 mm - 0,16 m;
- lager 100: e serien - 16 st .;
- M10 bultar för hexagon 75 mm - 8 st .;
- M10 muttrar - 12 st .;
- 10 mm brickor - 32 st .;
- M12 långa muttrar - 3 st .;
- lång mutter M10;
- M12-bult med en full tråd på 200 mm;
- bultar M10 40 mm - 2 st .;
- 70 mm hexbult;
- pluggar för profil 20x20 - 6 st .;
- pluggar för profil 40x20 - 1 st .;
- profilrör 50x50 för en styrning - 2 m eller mer.
Järn- och vagnstillverkning

Först måste du göra en rullvagn för en linjär guide. Ett profilrör med en sektion på 20x20 mm kommer att användas som bas. 4 stycken av 300 mm lång krävs.

Nu måste du borra igenom hål för framtida anslutning av delar. Deras centrum är belägna 25 mm från varje kant på profilrören. En borr med en diameter på 11 mm krävs.

Genom att vrida den upplysta profilen på andra sidan och gå tillbaka redan 50 mm, görs liknande genomgående hål på varje sida. En 11 mm borr används.
För att dölja bultarna som används senare i vagnens montering måste de genomgående hålen i arbetsstyckena vara färdiga. För detta måste en vägg i varje profil borras med en borr med en diameter på 17 mm. Så alla 16 hål slutförs, de återstående 16 intill dem förblir intakt.

Nu måste du göra en axel för att säkra själva kvarnen. För detta används ett profilrör 40x20 med en längd på 300 mm.

För att ytterligare kunna justera passagedjupet vid skärning krävs ytterligare ett justeringselement. Den är tillverkad av ett profilrör 20x20 mm. En längd på 160 mm bereds. Dess ändar skärs i en vinkel på 45 grader. Du kan klippa det för ögat, eftersom noggrannhet inte är så kritisk.
Från ett profilrör med ett tvärsnitt på 15x15 mm måste små distanser skäras i längder om 40 mm. Totalt 8 stycken krävs.

Efter att ha slutat med dessa tomma ögon har tiden kommit att samla dem ihop. En M12-bult med en massiv tråd 200 mm lång kommer att användas som anslutningsslinga. 3 långa muttrar M12 skruvas fast på den.
Med fasta bultar med muttrar med klämmor på bordet måste du fästa ämnen från ett par profiler 20x20 och en 40x20. Rör måste svetsas till muttrarna.

Från en 40 mm bred stålremsa måste 2 arbetsstycken 50 mm långa skäras. Borra ett hål på 11 mm genom hålet mitt i mitten av kanterna.

Plåtarna måste skruvas fast i kvarnreduceraren i de standardhål som används för att fästa handtaget. I vissa verktyg kan dessa hål göras för M8-bultar, som måste beaktas. För tillförlitlighet måste M10 spännbultar 40 mm vara utrustade med muttrar. Bultar skruvas in i växellådan genom plattan och dras åt med muttrar.

Det är nödvändigt att fästa en kvarn med plattor på ett arbetsstycke med en profil på 40x20 mm och svetsa. Därefter kan verktyget tas bort för att inte skada om fästet redan är kokt ordentligt.

Med ögat svetsat något från plattmonteringen svetsas ett tidigare tillverkat arbetsstycke från en 20x20 profil 160 mm lång. En stub tillagas på sin fria ände från samma remsa som fästet för vinkelslipare. Ett hål borras på det utskjutande örat på plattan, och en M10-mutter svetsas på den. För att stärka strukturen, utöver profilen är det nödvändigt att svetsa en stålremsa som är 160 mm lång, också sågad vid 45 grader.



Nu är svetsarbetet helt klart och du kan börja montera. Det är dags att måla detaljerna.


Det är dags att montera vagnen. Detta kräver M10-skruvar för en hexagon som är 75 mm lång. Det är nödvändigt att dra åt arbetsstyckena på profilrör 20x20 mm mellan sig. Samtidigt ringas en paj mellan dem: bricka, lager, bricka, distans, bricka, lager, bricka. Upprepa detta ytterligare 7 gånger, resultatet är en färdig vagn.


Nu måste du själv samla en axel till kvarnen. Hon skruvas fast med bultar och pressas med muttrar. Vid montering av denna enhet är det nödvändigt att dra åt tråden så att verktyget inte blir fritt under drift.

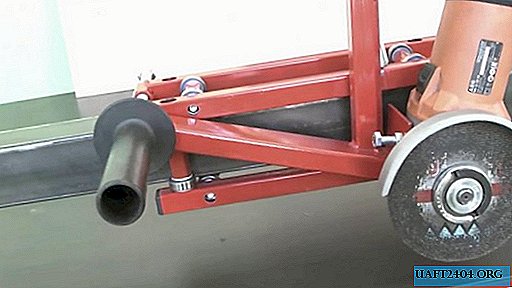
Vagnen startar på styrprofilröret 50x50 mm, under vilket det faktiskt tillverkades. Det återstår att skruva in en lång bult och därmed ansluta axeln till kvarnen. Bulten får inte dras helt så att det finns plats i den långa axelmuttern för att säkra standardhandtaget från verktyget.

Nu måste du sätta mekanismen för att justera skärskärpet. För att göra detta, i ögat på den vertikala profilen på axel på kvarnen, skruva en M10-bult 70 mm lång under en sexkant med en massiv tråd. Eftersom jag inte hade en hårdvara med lämplig längd ökade jag den genom att applicera en lång mutter och en låsmutter.
För att ge designen ett färdig utseende skadar det inte att sätta plastproppar i profilrörens ändar.




Den linjära styrningen med rullvagn är klar för användning. Dess höjd regleras av foder av träblock. Verktyget är placerat längs bordets kant. Mellanrum för skärning pressas av ett par bänkklämmor. För enkelhets skull kan du utföra skärning i flera pass, varje gång du lägger till ett djup av skräp.










Share
Pin
Tweet
Send
Share
Send