Share
Pin
Tweet
Send
Share
Send

Detta verktyg med en flexibel axel, som också kallas en mini-borr, kan utföra olika typer av bearbetning av trä- och metalldelar och -enheter på svåråtkomliga platser. Vad ska man göra om elmotorn misslyckas eller om drivenheten är dremel? Låt oss försöka ersätta den med en vanlig kvarn.

Vi tar bort den flexibla axeln från det misslyckade verktyget och ordnar om det till en arbetsslipare. Men problemet är att vinkelslipspindeln inte innehåller en flexibel axelanslutningsenhet. Vår uppgift är att skapa den. Vad behövs för detta?
Det kommer att krävas:
- långsträckt hexmutter och bult, matchande tråd med slipspindeln;
- bänkskruv;
- arbetsvinkelkvarn;
- platt skruvmejsel;
- manuell kran med fyrkantig skaft;
- hammare, tång, tång;
- emery-hjul med mekanisk drivning;
- 2 mm tjock metallremsa med önskad längd;
- kopieringsrör för tillverkning av klämmor;
- borr med borrar;
- två uppsättningar med bultade anslutningar;
- två plattor för anslutning av klämmor;
- svetsmaskin;
- skiftnycklar.
Installation av en flexibel axel på kvarnen
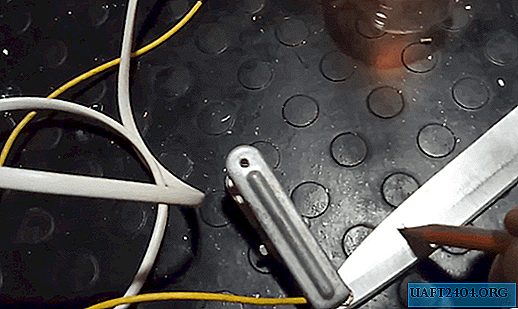
Vi skruvar loss fästmuttern, med vilken den flexibla axeln, tillsammans med flätan, är fixerad på tremelkroppen. Vi lossar skaftfästet på miniborrspindeln med en speciell nyckel och drar ut den.

Huvuddelen av infästningen av den flexibla axeln till den nya drivenheten är en långsträckt hexmutter och en bult som motsvarar dess gänga.

Skruva loss den runda muttern från vinkelslipspindeln och ta bort skyddshöljet efter att lossa klämman.

Skruva den sexkantiga långsträckta mutteren på kvarnspindeln och skruva in bulten tills den stoppar.


Markera skruvdjupet med en markör. Kläm fast bulthuvudet i ett skruvstycke och arbeta med vinkelsliparen och skär stången på den markerade platsen och vrid den del av stången som finns kvar i muttern, men inte till slutet.

Vi skär skruvstången från änden i längsgående riktning tvärs längs de vinkelräta diametrarna. Med en platt skruvmejsel, vrid stången i muttern, spola med det övre planet med de gjorda spåren.


Därefter använder vi en handkran med en fyrkantig skaft, vars dimensioner motsvarar kvadratet på skaftet på den flexibla axeln, men inte för dess avsedda syfte, utan tvärtom.

Med hjälp av en hammare driver vi kranen till skärningspunkten mellan spåren på bulten och drar sedan den ut ur hålet med hjälp av en tång för att skapa en hylsa för axeln på den flexibla axeln. Vi upprepar denna åtgärd så många gånger tills det nödvändiga storleken är helt formad.

Vi skruvar loss med hjälp av en platt skruvmejsel det moderniserade segmentet av bultstången och lägger det för tillfället. Skruva den långsträckta muttern ordentligt på kvarnspindeln och skruva upp den uppskjutna delen av bultaxeln igen tills den stannar med en platt skruvmejsel.
Vi sätter in den flexibla axelns skaft i skruven på bultstången och ser till att den "sitter" tätt där utan ett märkbart mellanrum. Skjut fästmuttern och notera vridningens storlek beroende på den långsträckta mutterns diameter och höjd.

Vi skruvar loss muttern från spindeln på vinkelsliparen, skruvar av bultstången med korsformade spår från den, och skruvar istället bultarna på båda sidor, för vilka vi kommer att hålla denna hårdvara under dess bearbetning.
Vridning i enlighet med markeringen utförs på ett hjul med en mekanisk drivning. Vi ser till att den flexibla axeln efter vridning glider fritt över den maskinbearbetade delen av hårdvaran och inte når det obehandlade bältet.
Skruva den modifierade muttern på kvarnspindeln. Vi vrider hållaren på skaftet på den flexibla axeln i den med en platt skruvmejsel tills den stannar och igen försöker vi på skaftet och skruvmuttern för att "passa" dem på plats.

Nu är det nödvändigt att fixera flänsmuttern på den flexibla axeln (som faktiskt visade sig "hängande" i luften) med avseende på basen på vinkelslipspindeln. Detta kan göras med hjälp av en styv ram av två klämmor med motsvarande diametrar och hoppar mellan dem, sammankopplade med elektrisk svetsning.

Med hjälp av en bromsok, en metall linjal och en markör noterar vi på den gamla metallremsan med lämplig längd den erforderliga bredden för tillverkning av klämmor.
Kläm fast den markerade remsan i en bänkskruv för att klippa den längs den avsedda linjen med en arbetsslipare.
Vi slipar remsan med den erforderliga bredden på ett hjulhjul med en mekanisk drivning för att ta bort bristerna och slutföra den planerade enheten så exakt som möjligt.
Mät diametern på basen på slipspindeln med hjälp av en bromsok och välj ett rörstycke av samma storlek som kommer att fungera som en mall för tillverkningen av motsvarande klämma.
Vi klämmer fast ena änden av remsan vertikalt och röret horisontellt i en bänkskruv och slår remsan med en hammare och böjer den runt röret.
Vi försöker på den erhållna ringen till botten av spindeln på kvarnen och markerar platserna för krökningen och segmenten, med hänsyn till längden på "öronen" under skruvarna för avdragningen.


Återigen klämmer vi remsan i en skruvstång och producerar ett snitt längs markeringen. Därefter bildar vi "öronen", rätar vi bandaget med en hammare för att ge det en cylindrisk form. För tillförlitlighet försöker vi återigen ett nästan färdigt bandage med öron till basen på vinkelsliparen och se till att det matchar den avsedda platsen.

Vi väljer ett mallrör för tillverkning av omkretsdelen av den flexibla axelns flänsmutter och på samma sätt som i föregående fall bildar vi det med hjälp av handkraft, en hammare, en skruv, en markör, en arbetsslip och tång.

Vi ser till att klämman är lämplig i storlek och form till motsvarande del av den flexibla axeln, varefter vi beskriver en plats för borrning av hål för kopplingsbulten.


Vi installerar de färdiga klämmorna på deras platser, som skaftet på den flexibla axeln. Dra åt spännbultarna på klämmorna till fullständig rörlighet.

Vi fäster en metallremsa på dem, vi markerar platserna för böjning och segment. Med en arbetsvinkelslipare skär vi två stycken med önskad längd.

Sedan böjer vi dem i enlighet med diametrarna på de förenade bandagen och utför den slutliga armaturen, applicerar redan böjda remsor på klämmorna och markerar svetsfläckarna.
Först svetsar vi remsorna till bandaget med en större diameter från yttersidorna mitt emot varandra och symmetriskt med avseende på "öronen".
Sedan klämmer vi fast en skruvstång mellan de två fria ändarna på remsorna en mindre klämma och vi ansluter också dem med svetsar.

Efter att svetsningen är klar bearbetar vi sömmarna på ett hjul med en mekanisk drivning, å ena sidan för säkert arbete i framtiden, och å andra sidan för att ge produkten estetik.
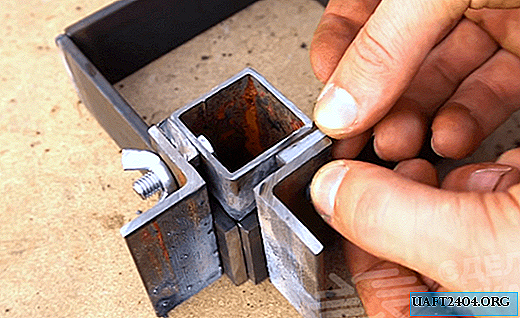
Det återstår att installera vår ram på sin plats, först säkra klämman på botten av den bulgariska spindeln genom att dra åt kopplingsbult med skiftnycklar.
Sedan, i tvärsnittsvyen av det gängade insatsen, installerar skaftet på den flexibla axeln, tryck i fästmuttern och dra slutligen fast klämman på fästets hårdvara med tangenterna.

Resultat
Återigen, för att se till att klämmorna sitter ordentligt och pålitligt på plats, sätter vi på den bulgariska drivenheten och ser hur arbetskroppen i slutet av den flexibla axeln roterades. Vårt arbete har avslutats.

Det resulterande verktyget kan nu användas för bearbetning av både trä- och metallämnen och delar.

Share
Pin
Tweet
Send
Share
Send