Share
Pin
Tweet
Send
Share
Send
Om det finns en sammankoppling av två rör med samma diameter, utför vi på djupet den så kallade. "byxor" - segment som till största delen bör ha en storlek tre gånger mindre än diametern.
Nedan beaktar vi det svåraste fallet med avseende på skärning, när det kapade röret är något mindre i diameter än det huvudsakliga, till exempel 89 mm respektive 76 mm respektive 100 mm.

Kommer att behöva
För att klippa och brygga en insats av två metallrör med olika diametrar måste vi ha:
- rörämnen med två olika diametrar;
- en kvarn med ett skär- och slipskiva;
- markör;
- linjal, fyrkant;
- svetsmaskin;
- en hammare.
Rund rörinföringsalgoritm
Vi kommer att använda den allmänt använda tekniken för bindning av krage när kanten på en skärning vinkelrätt mot ett runt rör bildas med avseende på huvudröret. Vi följer följande ordning genom att implementera den här metoden.
Vi klippte kanten på det svetsade röret i rätt vinkel.

Vi markerar fyra punkter på den, som är skärningspunkten mellan två inbördes vinkelräta diametrar och röränden. Om allt görs korrekt ordnas dessa punkter jämnt i en cirkel genom 90 grader.


Vi placerar röret med den markerade änden på sidoytan på den huvudsakliga och mäter med hjälp av en metall linjal eller tejp det största mellanrummet mellan ändytan på den första och den andra generatrixen. I vårt fall visade det sig vara lika med 30 mm.
Från två motsatta punkter i ändarna lägger vi oss längs generatrisen på 30 mm. Vi ritar en markör på sidoytan på röret med två släta linjer som kommer från en angränsande punkt på änden, i motsatta riktningar, så att de passerar genom de nedre markeringarna och konvergerar vid den andra punkten på änden.
Enligt markeringen, klipp ut fragment i form av två identiska rundade segment med en kvarn med en skärskiva. Vi klippte ut de lockiga snitten i rörets ände så att det inte finns några brister eller bulor kvar.

Vi försöker sätta på röret på plats och om en otillräcklig passning hittas korrigerar vi dessa platser med en kvarn och uppnår ett mer exakt sammanfall av rörytorna.

Vi överför den svetsade rörets yttre kontur till huvudytans sidoyta med en markör. Inuti den erhållna stängda linjen bygger vi en kongruent linje som avgår från den yttre av rörväggens tjocklek. Det är på den nya linjen som vi kommer att producera snittet.

Skär en cirkel i röret med markören med en kvarn och markerar och bearbetar kanterna för att ta bort brister och runda kanterna för svetsning.

Innan svetsarbeten påbörjas med en fyrkant kontrollerar vi rörets vinkelrätthet. Vinkeln mellan generatorerna bör vara 90 grader. Vi gör ugnsvätt på två eller tre platser.

Vi börjar svetsa från den nedre kontaktpunkten och utför i två pass med en glödtrådssöm: rot och vänd. På detta sätt kommer vi att säkerställa den bästa svetsfogens kvalitet.
Vid svetsning är det viktigt att välja rätt strömstyrka, vilket beror på kvaliteten på den levererade elen och i synnerhet spänningen. Vanligtvis talar vi om 70-80 A. Vi lagar mat med en tre-millimeterelektrod UONI-13-55 och försöker se till att slaggen inte faller i metallen.
Efter att ha passerat från den nedre punkten till den övre, stannar vi och slår slaggen med en hammare. De upptäckta bristerna är okritiska, eftersom de kan elimineras i den andra passering.
På samma sätt svetsar vi den andra halvan av korsningen på rörens ytor. Därefter bearbetar du den första sömmen och tar bort stora flöden och slagg.

Vi börjar sätta fram den främre sömmen från botten, håller elektroden i en vinkel på 45 grader längs vägen och flyttar den tvärs mot den första sömmen, eller "fiskbensen". Därefter tillagar vi sömmen, håller elektroden nästan vertikalt mot ytan och avslutar den första halvan, placerar elektroden igen på 45 grader längs vägen och gör cirkulära rörelser.
Vi börjar påföra framsömmen också från bottenpunkten och föra den till toppen, varefter vi slår slaggen med en hammare från sömmen.
På samma sätt kokar vi framsömmen i andra hälften av rörens kontakt. När du går upp saktar vi ner svetshastigheten så att sömmen är densamma överallt.
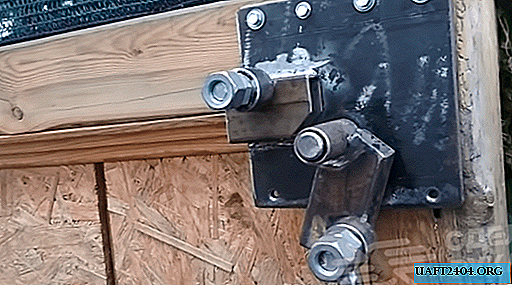
Vi slår också av slaggen och rengör sömmen med en kvarn. Resultatet är en snygg och pålitlig svetsfog.
Share
Pin
Tweet
Send
Share
Send