Share
Pin
Tweet
Send
Share
Send

Lite teori ...
Efter härdning och efterföljande låg temperaturstemperatur bör hårdheten hos lagerstål vara minst HRC 62. Dessutom innehåller den cirka 1% kol och 1,5% krom, vilket säkerställer kvaliteten på härdning av lagerstål i hela produktvolymen.
Härdningen av denna metall utförs vid en temperatur av 830 ° C i olja, följt av härdning i minst två timmar vid en temperatur av 160 grader Celsius.
Det är tydligt att inte alla verktyg kommer att kunna bearbeta bärande stål med ovanstående egenskaper. Exempelvis är hårdheten hos verktygsstål i kvalitet P6M5K5, P9, P9M4K8, P18 inte mer än HRC 59, och kvaliteterna U7, U8, U10, U12, P6 beroende på härdningsregimen efter kylning sträcker sig från HRC 59 till HRC 63.
Testning av skärare
Med tanke på att vissa verktygsstål, som har mindre eller jämförbar hårdhet, helt klart inte är lämpliga för bearbetning av lager, kommer vi att försöka använda två fräsar för detta ändamål: från T15K6 stål och med en elbor insats (andra namn: borazon, cubonite, kingongite, kiborite).
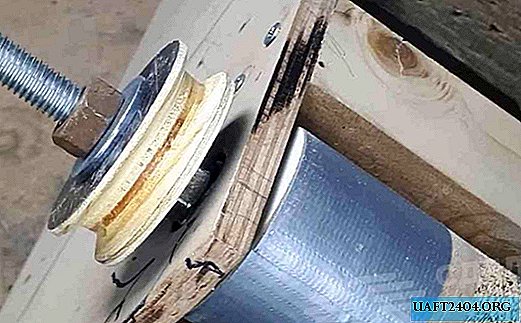
För att installera den skärpta skäraren mer exakt i verktygshållaren "kommer vi" att skära igenom dess bas och fixera lagerringen i maskinchucken så exakt som möjligt i skev.


Vi kommer att försöka bearbeta ändytan på ringen med en hastighet av 315 varv / minut i flera passeringar med en minsta tjocklek för spåntagning och utan användning av skärvätska (kylvätska).

Visuellt ser bearbetningskvaliteten ganska bra ut, men skäret är tråkigt och kräver en ny skärpning.

För andra gången när skäraren skärs, är huvudvinkeln negativ, vi använder kylvätska och minskar kassettens rotationshastighet från 315 till 250 varv / minut. Vi använder också, som för första gången, minimiflödet.


Vid första anblicken ser bearbetningsytan ganska jämn ut, men skäret misslyckades igen och samtidigt blev det inte bara tråkigt utan skärets skärkant.

Försök nu en fräs med en insats från Elbor med en hastighet av 315 varv / minut utan att använda kylvätska.

Vi kommer att bearbeta innersidan och sidoytorna på lagerringen med flera passager.


Ytorna behandlade med elbor ser mycket hög kvalitet ut, och själva skäret har inte drabbats alls, även om spån och sprickor är synliga på vissa ställen på metallen som ramar in det.


Låt oss försöka efter den tredje omlindningen att använda T15K6-skäret med en låg hastighet på 115 varv per minut, eftersom lagringens diameter fortfarande är 105 mm. Men redan i början av spåret fick skärplattan skada - den måste huggas av och driften måste stoppas.
Rön
Om vi bara inte stött på en defekt T15K6-skär, är den uppenbarligen inte lämplig för bearbetning av lagerstål under några skärförhållanden.
En annan sak är en fräs med en insats från elbor. Han garanterade kvaliteten på bearbetningen och led inte samtidigt alls.

Share
Pin
Tweet
Send
Share
Send